新聞中心
2025-05-06 17:07
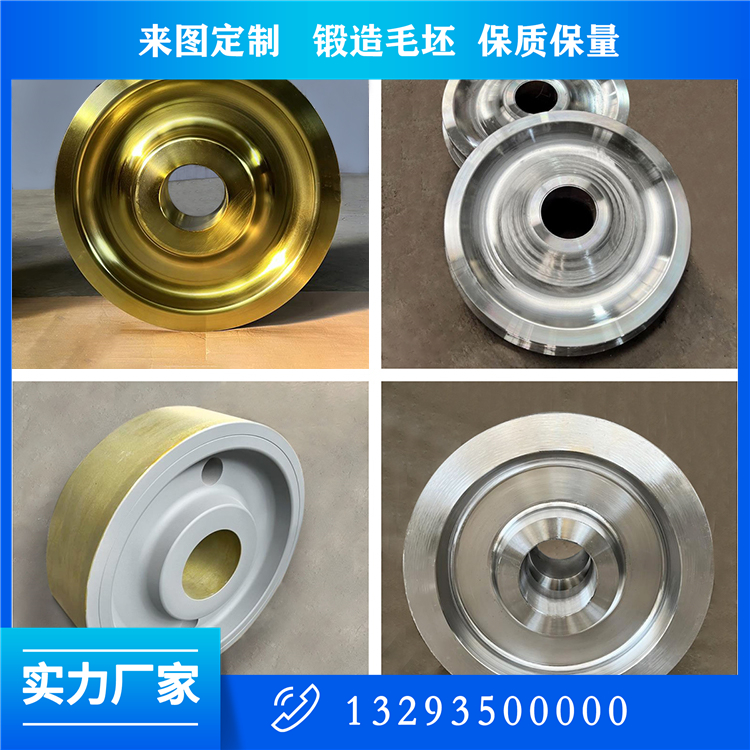
接管鍛件技術條件詳解

接管鍛件作為壓力容器和管道系統的關鍵連接部件,其技術條件直接關系到系統的密封性和結構完整性。以下是符合ASME、GB/T等標準的專業技術規范:
一、材料技術要求
材料選用標準
碳鋼:SA-105(法蘭接管)、SA-106 Gr.B(無縫接管)
合金鋼:SA-182 F11/F22(高溫高壓)
不銹鋼:SA-312 TP304/316(腐蝕環境)
低溫材料:SA-350 LF2(-46℃工況)
化學成分控制
math
復制
下載
特殊要求:
- 硫磷控制:S≤0.010%,P≤0.020%(標準級)
- 純凈度要求:[O]≤20ppm,[H]≤1.5ppm(真空脫氣)
- 核電級附加:Co≤0.02%,Sb≤0.002%
二、鍛件鍛造工藝規范
制造工藝流程
復制
下載
鋼錠→鐓粗(壓縮比≥3)→沖孔→馬架擴孔→整形
→熱處理→機加工→無損檢測→表面處理
關鍵工藝參數
工序碳鋼控制范圍合金鋼控制范圍記錄要求
始鍛溫度 1150-1200℃ 1180-1230℃ 溫度曲線存檔
終鍛溫度 ≥850℃ ≥900℃ 紅外熱成像
變形速率 5-15mm/s 3-8mm/s 位移傳感器監控
三、熱處理技術要求
標準熱處理工藝
正火處理:Ac?+30-50℃(保溫時間1.5min/mm)
淬火+回火:
math
復制
下載
淬火冷卻速率≥55℃/s(1.5倍臨界冷卻速度)
回火參數P=T(20+logt)≥19.5(T為開爾文溫度)
硬度控制
材料類型硬度范圍特殊要求
SA-105 120-180HB 焊縫區≤200HB
SA-182 F22 180-220HB 全截面差≤30HB
SA-312 316 130-190HB 冷加工后≤250HB
四、機械性能指標
基礎性能要求
材料牌號抗拉強度(MPa)屈服強度(MPa)延伸率(%)沖擊功(J)
SA-106 Gr.B 415-585 ≥240 ≥25 ≥27
SA-182 F11 485-655 ≥275 ≥20 ≥54
SA-350 LF2 485-655 ≥250 ≥22 ≥27@-46℃
特殊性能補充
各向異性:Z向斷面收縮率≥30%
高溫強度:設計溫度下σ?≥0.85×室溫值
五、尺寸公差要求
主要尺寸公差
參數標準級公差精密級公差檢測方法
外徑 ±1%OD ±0.5%OD 激光測徑儀
壁厚 +12.5/-10%t ±5%t 超聲波測厚
長度 ±3mm/m ±1mm/m 激光跟蹤儀
形位公差
直線度≤0.5mm/m(最大≤3mm/總長)
端面垂直度≤0.5°(相對軸線)
圓度≤0.5%公稱直徑
六、無損檢測標準
檢測方法組合
100%UT檢測:SA-388(Ⅲ級驗收)
100%MT/PT檢測:SA-275/SA-578
射線檢測:SA-450(對接焊縫)
驗收標準
不允許存在任何裂紋缺陷
單個缺陷≤Φ2mm(UT檢測)
線性缺陷≤1mm(MT/PT檢測)
密集缺陷面積≤3%檢測區域
七、表面處理要求
防腐處理
碳鋼接管:熱浸鍍鋅(平均厚度≥85μm)
不銹鋼接管:酸洗鈍化(ASTM A380)
合金鋼接管:磷化處理(膜厚10-15μm)
端部加工
坡口角度:37.5°±2.5°(焊接準備)
表面粗糙度:Ra≤3.2μm(密封面Ra≤1.6μm)
倒角尺寸:1.6±0.3mm×45°
八、特殊試驗要求
壓力試驗
水壓試驗:1.5×設計壓力(保壓10min)
氣密試驗:1.1×設計壓力(氦檢漏≤1×10??Pa·m3/s)
材料特殊性試驗
晶間腐蝕:ASTM A262 Practice E(不銹鋼)
HIC測試:NACE TM0284(酸性環境)
九、文件與認證
制造數據包
材料試驗報告(含PMI、光譜分析)
熱處理工藝曲線(帶時間-溫度記錄)
無損檢測原始圖譜
尺寸檢驗報告(三維掃描數據)
合規認證
ASME B16.9/B16.11
PED 2014/68/EU Annex I
GB/T 12459-2017
NACE MR0175/ISO 15156
十、特殊工況補充
低溫工況(≤-46℃)
夏比沖擊試驗:-101℃≥27J(LNG用)
落錘試驗:NDT溫度≤-73℃
核電應用
輻照試驗:ΔRTNDT≤30℃
晶粒度要求:ASTM 5-7級
雜質控制:Cu≤0.08%,As≤0.012%
注:對于厚壁接管鍛件(t≥50mm),需增加中間性能熱處理。異種鋼焊接接頭需進行擴散氫測試([H]≤3ml/100g)。所有檢測數據保存期限應不少于設備設計壽命的2倍年限,建議采用數字化檔案管理系統。

