新聞中心
2025-08-04 17:24
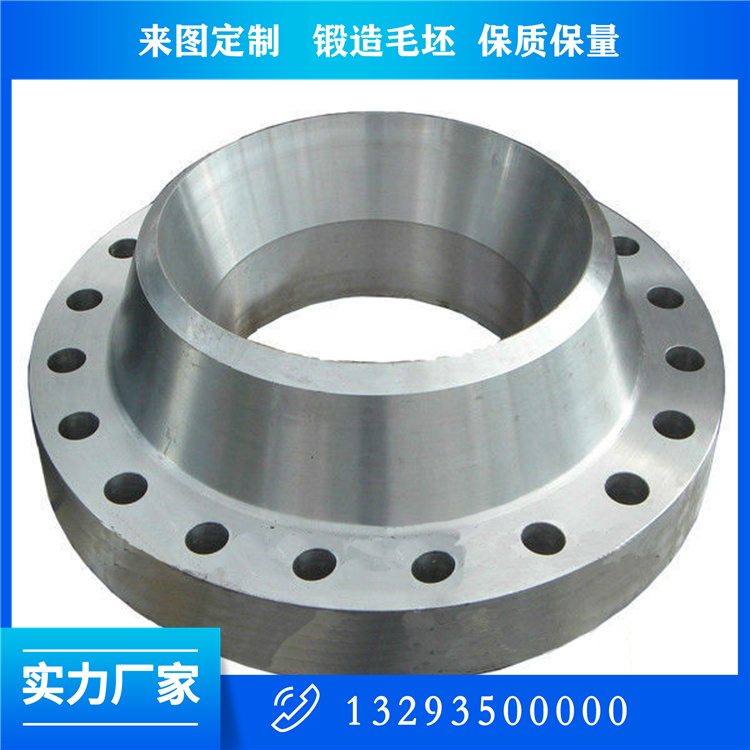
升高法蘭(Raised Face Flange)鍛件的硬度測試是確保其密封性能、抗變形能力和承載強度的關鍵質量控制環節。以下是針對升高法蘭鍛件的硬度測試標準及技術要點,涵蓋國際通用標準和行業特殊要求:
1. 硬度測試方法選擇
根據法蘭材料、尺寸及工況要求,優先選用以下方法:
方法適用場景標準依據典型范圍
布氏硬度 (HBW) 大型法蘭(DN≥300mm),粗晶材料 ASTM E10, ISO 6506-1 120~250 HBW(碳鋼)
洛氏硬度 (HRB/HRC) 中小型法蘭或熱處理后高硬度法蘭 ASTM E18, ISO 6508-1 70-95 HRB(低碳鋼)
22-30 HRC(合金鋼)
維氏硬度 (HV) 密封面局部硬化層或小尺寸法蘭 ASTM E92, ISO 6507-1 200-350 HV(表面處理)
2. 測試標準與技術要求
(1) 通用標準要求
測試位置:
法蘭密封面(Raised Face):至少3點均布,避開螺栓孔和焊縫。
法蘭頸部(Hub區域):檢測熱處理均勻性,每90°測1點。
法蘭背面:驗證整體硬度一致性。
表面處理:
測試區域需磨削至Ra≤1.6μm,去除氧化皮和脫碳層(尤其淬火件)。
壓痕間距:
≥3倍壓痕直徑(HBW)或≥2mm(HRC),避免應變影響。
(2) 行業專用標準
石油化工(ASME B16.5/B16.47):
碳鋼法蘭(A105):≤187 HBW(退火態)
合金鋼法蘭(F11/F22):156-207 HBW(正火+回火)
核電(RCC-M):
密封面硬度需比螺栓低20-30 HBW(防咬合)。
船用法蘭(DNV/ABS):
鍛件硬度差≤30 HBW,且需與焊接接頭硬度匹配(±10%)。
3. 硬度與材料性能關聯
碳鋼法蘭(如A105):
硬度≤187 HBW ≈ 抗拉強度≤485 MPa(ASME II-D)
不銹鋼法蘭(如F304):
硬度≤170 HBW(固溶態),冷加工后≤250 HBW(ASTM A182)
表面硬化處理:
氮化法蘭:密封面硬度≥600 HV(層深0.2-0.5mm,ISO 18203)
4. 數據記錄與驗收
報告內容:
測試方法、載荷、壓頭類型(如HBW 10/3000)。
硬度分布圖(標注密封面、頸部、背面數據)。
與材料證書的對比(允許偏差±5%)。
驗收準則:
硬度值需符合材料標準(如ASTM A105、A182)或圖紙技術要求。
同一法蘭硬度波動≤15 HBW(非硬化區域)。
5. 常見問題與解決方案
問題原因分析解決措施
密封面硬度不足 加工余量不足或脫碳 增加磨削量或補焊后重新熱處理
硬度梯度異常 冷卻速率不均(如厚壁法蘭) 優化淬火工藝(如噴霧冷卻)
螺栓孔周邊硬度偏高 冷作硬化 退火處理或降低鉆孔進給速率
6. 案例參考
電站主蒸汽法蘭(材料F91,DN600):
標準:ASME SA-182
要求:調質后硬度 190-250 HBW,密封面硬度≤220 HBW。
測試結果:密封面215 HBW,頸部235 HBW(合格)。
7. 補充建議
無損硬度檢測:對不允許破壞的法蘭鍛件,可用里氏硬度(HLD探頭)配合曲面適配器檢測。
硬度-強度驗證:對關鍵法蘭,需抽樣做拉伸試驗(ASTM A370)驗證硬度換算結果。

通過嚴格執行硬度測試標準,可確保升高法蘭在高壓、高溫工況下的密封可靠性和長期服役性能。

