鍛件資訊
2021-03-15 16:27
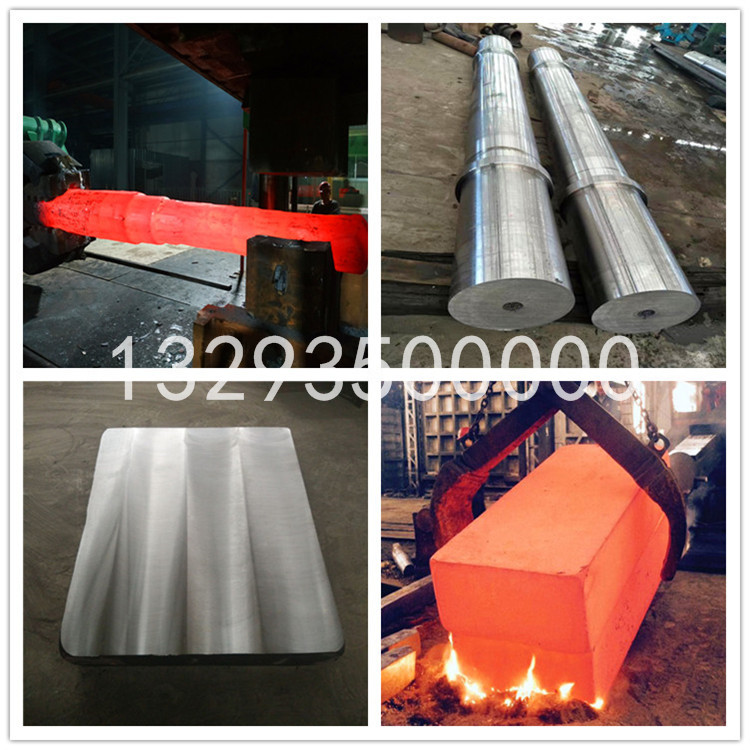
石化用特大型管板鍛件系我公司重點鍛件研發(fā)方向之一。近幾年來,通過不斷加大技術(shù)研發(fā)力度,持續(xù)提升管板鍛造技術(shù)實力,在管板鍛造方面,我們?nèi)〉昧碎L足的進步。我公司負責生產(chǎn)的∮8000mm 特大型管板鍛件是建廠以來的最大鍛件。合格等級為:單個缺陷2級,底波降低量1級,密集型缺陷1級。晶粒度要求不低于6級,嚴格控制非金屬夾雜物含量。在生產(chǎn)、技術(shù)等方面都遇到了極大挑戰(zhàn)。為解決這些難題,通過不斷創(chuàng)新、探索,合理設(shè)計鍛件圖,提出新的鍛造變形工藝,最終完成了管板鍛件的生產(chǎn)試制,提升了公司特大型管板鍛件的制造能力。
1 鍛件工藝圖設(shè)計
1 鍛件工藝圖設(shè)計
∮8000mm特大型管板鍛件直徑大,重量重,采用整體成形難度極大,只能采取分段成形。以前,對于規(guī)格相對較大的管板鍛件通常鍛成方板,然后拼焊成形。顯然,若采用該種成形方法,鍛件重量大、成本高,因此必須提出一種新的鍛件工藝圖:既能保證鍛件內(nèi)部空洞疏松等缺陷得到壓實焊合,又能降低鍛件成本,滿足客戶鍛件減重的要求。
基于此,我們優(yōu)化了鍛件工藝圖并充分利用金屬流動規(guī)律,提出了分三段成形,即:中間長弧板成形+兩端半弧板成形,鍛件形狀最大限度的接近零件形狀的工藝設(shè)計方法,極大的減輕了鍛件工藝重量,降低了鍛件制造成本。
2.1兩端半弧板成形工藝研究
半弧板鍛件形狀較復(fù)雜,按照傳統(tǒng)工藝方法損料多,材料實際利用率相對較低,必然增加車間生產(chǎn)成本。通過認真分析鍛件形狀,確定采取兩件錯位合鍛-氣割成形的方法組織生產(chǎn)。
通過采用兩件合鍛的成形工藝,不僅降低了鍛件工藝重量和工藝損耗,而且克服了因鍛件形狀復(fù)雜導致車間組織生產(chǎn)難度較大的問題。
2.2中間長弧板成形工藝研究
長弧板鍛件形狀較特別,若按照傳統(tǒng)工藝方法直接鍛成方板,則增加了鍛件工藝重量。通過認真分析鍛造變形工藝,基于金屬塑性流動原理,通過充分利用鍛造過程中產(chǎn)生舌頭鼓出兩端弧形,不僅容易保證鍛件兩端的弧度尺寸,而且生產(chǎn)操作控制簡單,也降低了鍛件制造成本。
2.3主變形方案分析
由于本批次管板技術(shù)要求嚴格,而且截面大、高度低,心部極易產(chǎn)生片狀夾雜缺陷,基于此主變形鐓拔階段采取寬砧強壓拔方法,大進砧量、大壓下量進行鍛造,充分打碎粗大組織,焊合孔洞性缺陷。W/H(W一砧子寬度,H一坯料壓前高度)控制在0.5-0.8,保證坯料心部的應(yīng)力、應(yīng)變狀態(tài)。壓下率△H/H控制在16%~22%,保證閉合面積最大。主變形拔扁初始階段采取寬砧強壓拔扁、坯料局部成形,金屬基體以局部整體流動為主,使得受壓部位心部承受一定的靜水壓力,減弱了夾雜物成為片狀的趨勢。拔完一趟后翻轉(zhuǎn)180°進行第二趟拔扁,壓下率△H/H 控制在 14%~17%之間,合理控制送進量。主變形拔扁接近出成品階段采用窄砧拔扁拔長。變形進行到此階段,內(nèi)部組織基本上得到了充分壓實,成形力較大,金屬流動較為困難。采用窄砧拔扁拔長降低了成形力,再則砧子與坯料的接觸面積減小,一定程度上改善了金屬塑性流動狀況,利于鍛件成形。
2.4 工藝方案主要亮點和過程控制關(guān)鍵點
(1)該工藝方案主要亮點:很大程度上實現(xiàn)了按照管板零件輪廓形狀進行成形,且生產(chǎn)操作較為方便,尺寸也較容易控制。兩端半弧板鍛件錯位合鍛-氣割的工藝方法一定程度上解決了形狀較為復(fù)雜大型鍛件的成形問題,且通過合理利用兩端余料鍛制本體試板,更好的貼合了鍛件本身綜合性能。長弧板的鍛造充分利用了金屬流動規(guī)律,解決了端部弧形輪廓的成形,達到了降低生產(chǎn)成本的目的。
(2)該工藝方案生產(chǎn)過程控制關(guān)鍵點:鐓拔階段嚴格按照工藝參數(shù)進行生產(chǎn)操作,合理控制進砧量和壓下量。拔扁過程中應(yīng)根據(jù)具體生產(chǎn)情況及時調(diào)整操作方法,保證鍛件成形質(zhì)量。另外,由于鍛件形狀的特殊性,接近工藝尺寸后,要及時用事先做好的樣板比對,特別要關(guān)注長弧板兩端弧度的成形情況,防止尺寸超差。
3 生產(chǎn)試制
結(jié)合以上分析、研究,采用該成形工藝進行了生產(chǎn)試制。
在試制中,嚴格按照工藝參數(shù)組織生產(chǎn),合理控制進砧量和壓下量,最終成功完成了兩件特大型管板(四件半弧板、兩件長弧板)的生產(chǎn),經(jīng)后續(xù)超聲檢測、晶粒度和非金屬夾雜物檢驗,全部滿足交貨要求。

經(jīng)分析和生產(chǎn)試制,可以得到以下結(jié)論:
(1)對于特大型管板鍛件采取兩端半弧板、中間長弧板的成形新工藝方案是切實可行的,也滿足了客戶降本增效的要求。
(2)采取寬砧強壓拔方法鍛制管板能夠有效焊合內(nèi)部缺陷,避免片狀夾雜缺陷超標,保證了鍛件內(nèi)部質(zhì)量。
(3)該工藝方案生產(chǎn)操作較為方便,尺寸容易控制,豐富了特大型管板鍛件的成形方法,為后續(xù)不同類型、規(guī)格的鍛件生產(chǎn)提供了技術(shù)支撐。

